
Advanced NDT Solutions
Advanced Non-Destructive Testing Specialists, AUT Scanners and Inspection Services
Advanced NDT Solutions provides modern advanced non-destructive testing (NDT) services, such as corrosion mapping, phased array and long range ultrasonics, flight diffraction; hydrogen induced cracking and high temperature hydrogen attack, as well as tube and alternating current field measurement inspections.
Subscribed
You have successfully submitted your enquiry. Someone from our company will respond ASAP
About Us
Advanced NDT Solutions provides modern advanced non-destructive testing (NDT) services, such as corrosion mapping, phased array and long range ultrasonics, ToFD (time of flight diffraction); detection of hydrogen induced cracking and high temperature hydrogen attack, as well as tube inspection and ACFM (alternating current field measurement).
Complete advanced non-destructive testing services
The range of inspection services we offer means that we can deliver a complete solution for any NDT requirement.
In addition, we provide a full range of welding NDE services, which consist of inspections, welder procedure qualifications and tests, third party vendor and factory acceptance testing inspections.
We offer metallurgical analysis and evaluation from our specialist laboratory (MetLab).



Field replication services are one of our specialities; these cover creep analysis, sigma phase, as well as the evaluation of cracks and the size of grains. We also offer hardness testing, macro examinations, material identification and failure analysis.
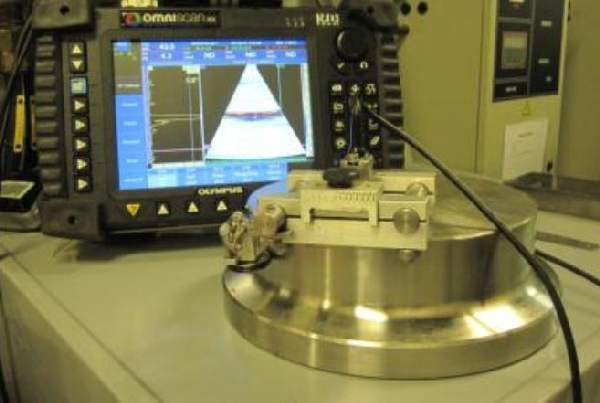
Phased array for scanning material strength and thickness
Ultrasonic phased array applications are commonplace in many industrial areas, with the benefit being the capability of storing a full record of inspection. A-Scan, B-Scan, C-Scan and S-Scan visual displays provide a simple way of understanding the type of flaw and its dimensions.
What sets the phased array apart from standard manual ultrasonic techniques is the ability to examine and analyse large volumes of materials and welds from one location, enabling the inspection of geometries that would otherwise prove difficult.
In addition, it is also highly portable and can be used alongside manual encoded scanning devices. This versatile technique means it can be used for a variety of large applications, ranging from piping and butt welds in vessels to the more complex flanges and sweepolets. Just one scan can determine the thickness of materials across a large area.
Time of flight diffraction in offshore applications
Time of flight diffraction (TOFD) is a technique used for measuring and identifying the locations of structural flaws. It is different from the usual pulse echo ultrasonics as it relies on diffracted energy instead of reflected energy.
It is dependent on time-based, low-energy diffracted signals, which are received from the tips of flaws in materials. This allows for the exact size and position of the flaw to be accurately imaged and measured.
Because this method is not reliant on amplitude, unlike standard ultrasonics, it is unaffected by restrictions, such as probe location, flaw orientation, uneven or changing material surfaces, or poor couplings.
As it only uses compression energy, this enables mode-converted signals to be screened out, simplifying the way that flaw positions are identified; flaws and data are displayed proportionally, ensuring that the exact location and nature of the flaw are identified, providing power plants with a highly effective monitoring tool for the reliability of components.
It is a technique that is quicker, more accurate, flexible and reliable in gathering information on the structure of materials than radiography. Crucially, it is also a more cost-effective means of highlighting flaws early, resulting in greater reliability of power plant equipment.
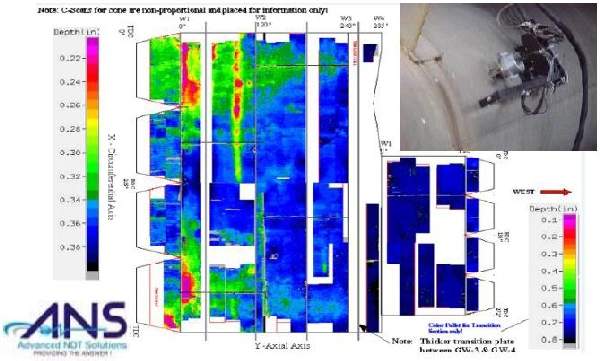
Corrosion mapping of offshore equipment
Automated ultrasonic imaging systems provide a fast analysis of the condition of equipment. The process can accurately test the thickness of walls in piping and large areas of vessels while the system continues its operations, avoiding the high costs of a shutdown. In a standard working day, around 30m² can be inspected; the automated imaging systems can quickly identify any substantial decrease in the wall thickness.
In addition, the images produced can then be superimposed onto development drawings of equipment, accurately highlighting the exact areas with problems. Analyses can be performed online with little preparation at temperatures as high as 550˚F, with customised probes and special couplants.
Because of the speed of systems now, a significant amount of coverage and analysis can be carried out every day, ensuring that process reliability is always kept in check and operations are optimised as a result.
In-situ metallographic services and replication
In-situ metallurgy evaluation allows for a comprehensive assessment of the microstructure of components. The process is often referred to as field replication of metals and can determine the overall strength and durability of the materials.
This non-destructive method of inspecting will also discover any defects, cracking or compromising of a material’s integrity.
It accurately establishes the condition of material and predicts its lifespan. This helps to plan the timescale for when plant equipment will need replacing.
Industry-identified processes that use field replication for assessment regularly include transgranular fatigue or intergranular corrosion, creep damage (high-energy piping systems and boiler tubes) sigma phase evaluation in duplex fittings and calculations of grain size to identify materials and analyse cracks.
Advanced NDT Solutions’s technicians will carry out an initial evaluation of the materials onsite, with a detailed analysis happening under a desktop microscope in a follow-up evaluation by one of our metallurgists. In this follow-up evaluation, replicas are imaged and photographed at different magnification strengths, at 200x, 400x and 1,000, then the results are used in the final report. When customers choose to undertake an in service inspection (ISI), they can use a web portal to keep track of the progress and data.
Tube inspection services for offshore applications
We specialise in eddy current and ultrasonic techniques for both ferrous and non-ferrous tubing. The techniques include remote field technology (RFT, ferrous tubing); eddy current testing (ECT, non-ferrous tubing); internal rotary inspection system (IRIS, ultrasonic testing all materials).
Through minimising unexpected failures at power plants, a large percentage of scheduled shutdowns can be avoided and operations can remain uninterrupted.