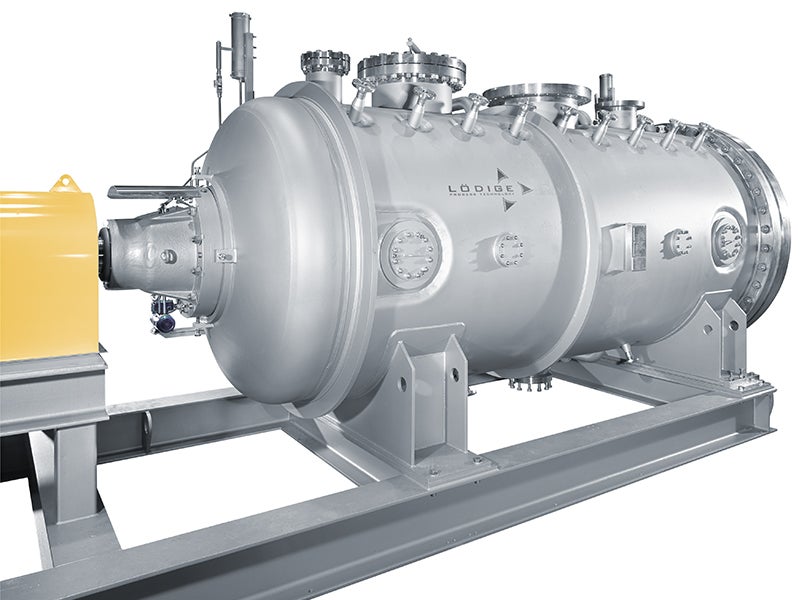
Dry Mixtures of Brake Lining and Friction Lining Recipes in Ploughshare® Mixers

Even 70 years after patenting the Ploughshare® Mixers, new areas of application can be found for the spinning cyclone process that was revolutionary in its time such as a mixer that was designed especially for dry mixtures of braking and friction lining recipes.
For over 40 years, Lödige has provided mixing technology for the friction lining industry. In order to meet the high safety standards of braking systems in cars and other vehicles, these mixtures have special requirements. Specifically, braking and friction lining mixtures are formulated using a number of powdery and fibrous components with extremely different bulk weights. The mixer must therefore mix these materials homogeneously and process the fibrous components to reinforce the finished products. This can only be ensured by specially equipped high-performance mixers.
Modern aramid fibres, an important component of these mixtures, are added to the mixer as so-called pulp. Mechanical processing of fibres with special mixing technology ensures a high degree of fibrillation. The results are the optimal embedding of powdery components and guaranteed high filling material retention together with the simultaneous exclusion of demixing.
Specially adjusted tool geometries
Lödige mixing systems with specially adjusted tool geometries and use of choppers ensure the required homogeneity and necessary fibre pulping. The mixing elements are used to direct the mixture components to the quickly rotating choppers. The star-shaped fibre blade of the choppers pulls the fibres apart, which pulps the knotted fibres. The interplay of mixing elements, the texture of the choppers and their speed are critical to this process.
Advantages of the process
During this process, the fibres are opened as reinforcement components and mixed into the recipe. The fibres are not destroyed. The free-flowing mixture can enable equal filling of press tools. This avoids pressure differences in the pressed parts. The material circulation achieved in the Lödige mixing system excludes pressing and the formation of so-called nests. In mixing times from 6min to 8min, the mixture will be homogenised without friction heat achieved, which could lead to resin softening. In the case of heat-sensitive components, the mixture may be cooled or heated using a tempering coating. The bulk density of the mix can be regulated by increasing the chopper speed and varying the mixing time.