SIRON Lauches Diaphragm Deluge Valve (DDV) Solutions

‘Water Deluge’ systems have proven to be an effective fire suppression solution in environments where fires pose a significantly high risk to property and key business operations.
Now Reliable’s latest FM-approved fire protection valve, the diaphragm deluge valve (DDV) sets new standards for performance, function, reliability and simplicity.
Proven technology
For decades, Water Deluge Fire Protection has been widely used to manage the risks associated with high-challenge environments such as those found in the offshore and petrochemical industries.
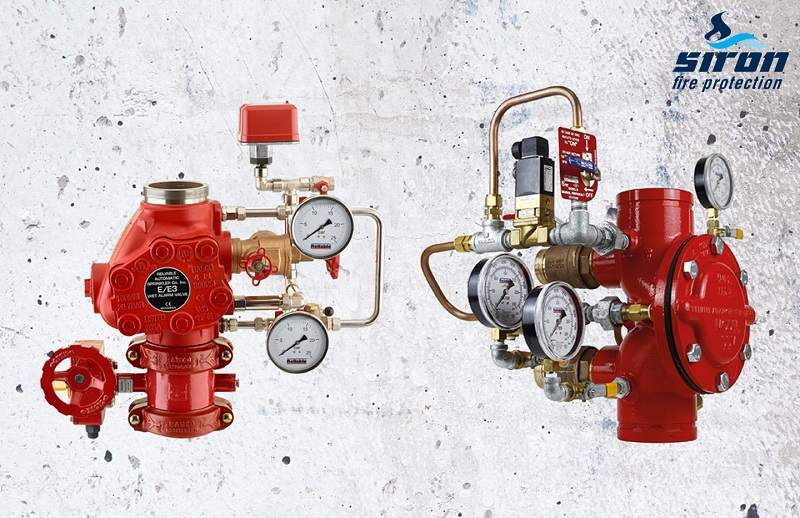
At the heart of a Deluge system is the control valve, which is required to respond correctly to a detection signal or manual input then ensure that a sufficient volume of water is promptly released to the open spray nozzles.
Innovation in design
Reliable’s latest valve, the DDV, utilises a Kevlar®-reinforced hemispherical rubber diaphragm to hold back water when the valve is in stand-by mode.
The diaphragm has been specifically designed for a high level of endurance, coping with working pressures up to 400psi.
The pioneering design of the valve and trim options bring together innovation with simplicity, the DDV provides one of the lowest hydraulic friction loss values for diaphragm type valves in the industry.
Operation: general
Water pressure acting on the concave side of the diaphragm, forces the convex side to seal against an integral seat machined inside of the valve body.
For water to flow past the DDV, the water pressure on the concave side of the diaphragm needs to be released either by impulse solenoid or manual pull station.
This release of water pressure from the chamber allows the diaphragm to deform away from the seat, which permits the water to flow through the valve.
Changing the signal to the solenoid will allow it to close, allowing the DDV valve to reset and close.
This action can be performed from a location far away from the physical valve, giving the DDV valve its remote reset functionality.
Operation: pressure regulating
An adjustable pilot valve on the body trim can increase or decrease pressure in the diaphragm chamber, thereby regulating the outlet pressure as required.
Once set up in standby condition, the integrity of the seal can be verified by opening the upper drain valve to check for leaks.
Features and benefits
- Water pressure is applied to the diaphragm chamber via internal ports that are integrated into the diaphragm and the cover. This simplifies trim and allows for a compact profile
- The cover and diaphragm rubber can be removed without having to dismantle any trim for ease of service
- Potential for ‘pipe hammer’ is reduced as the diaphragm unseats progressively
- Ductile iron with coating gives high resistance to inorganic salts, alkalis and solvents, making it an ideal choice for corrosive environments
- Low hydraulic pressure losses can reduce pipe sizing
- Available in all sizes from 1.5in (40mm) through to 8in (200mm)
- Working inlet pressure of up to 400psi (27.6bar)
- Output pressure can be regulated to 20psi–210psi (1.4bar–14.5bar)
- Vertical or horizontal orientation without modification
- FM Approval includes optional remote reset function
- Manufactured in the USA